250t汽车衡(地磅)供应商
- 第16年
-
销售热线:400-1036-989
15052900989
 微信二维码
微信二维码250t汽车衡(地磅)供应商
微信二维码
长江衡器钢筋混凝土汽车衡工艺流程(2)
5、点焊秤台角钢
角钢的折弯弯度应该在90°±1°范围内,依次吊入角钢调整好位置,调整好位置后将角钢、筋板1点焊牢在端板组件上。组焊时保证角钢一边与平台的垂直。
6、焊接
将秤体吊出平台,依次将槽钢、角钢、筋板、焊接端头组件上,并按图纸要求保证焊缝高度。焊后清渣。
7、铺钢板
将两块下好料的钢板铺设在秤体上,使在槽钢两侧上的距离一致,点焊牢。两块钢板的中缝满焊,焊角高度按图中要求,钢板与槽钢的焊接为断续焊,钢板与端封板的焊接为满焊,焊缝高度件图纸。焊后清渣。
8、焊接横向纵向穿线管、横向限位板、传感器压头、纵向限位块
按图示位置依次将传感器压头、穿线管、横向限位板及纵向限位块焊牢,焊后去渣。
9、翻转秤体
将秤体吊起翻转放置在平台上,将角钢点焊接在底部面板上,焊缝按图纸要求做(角钢与面板焊接时不得有大于2mm的缝隙,有缝时需用撬杠将缝隙减小至2mm以下才能焊接),点焊好后将角钢断续焊在面板上。

10、焊接钢筋
将秤体端部描金按图纸位置焊接。焊后去渣。
将钢筋按图纸要求依次排好点焊在角钢上,之后焊接在角钢上,焊后去渣。
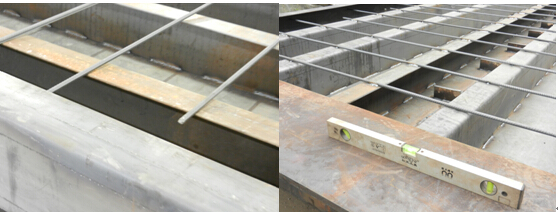
11、 搭接检查及校对:
1、 主秤体吊到平台上,插上销轴,将副秤台与主秤进行连接,连接时满足设计及工艺要求,同时和注意以下问题;
2、 保证主副秤体边侧部形成直线,避免凹凸现象,影响外观,主副秤台之间的高度允许误差≤3mm;
1、 主秤与副秤之间搭接后形成水平面,高低误差≤3mm,连接后销轴不能卡死,保留活动空间,同时确保主副秤体中缝间隙,误差≤5mm;
2、 搭接与被搭接处必须贴实,不允许出现空隙,允许误差按图执行……
3、 检查秤体外形尺寸,长宽高是否满足设计要求,误差控制在设计范围内;
4、 确保秤体平而直,四角不打翘,不出现曲扭现象;




系统组成")

")